

પેટન્ટ પ્રક્રિયા નીચા દબાણ પર કમ્પ્રેશન મોલ્ડિંગ માટે પરવાનગી આપે છે, પેનલ ઉત્પાદન માટે સાધનોના મૂડી ખર્ચમાં બચત કરે છે. #adhesives #ઓટોક્લેવની બહાર #શીટફોર્મિંગ કમ્પાઉન્ડ
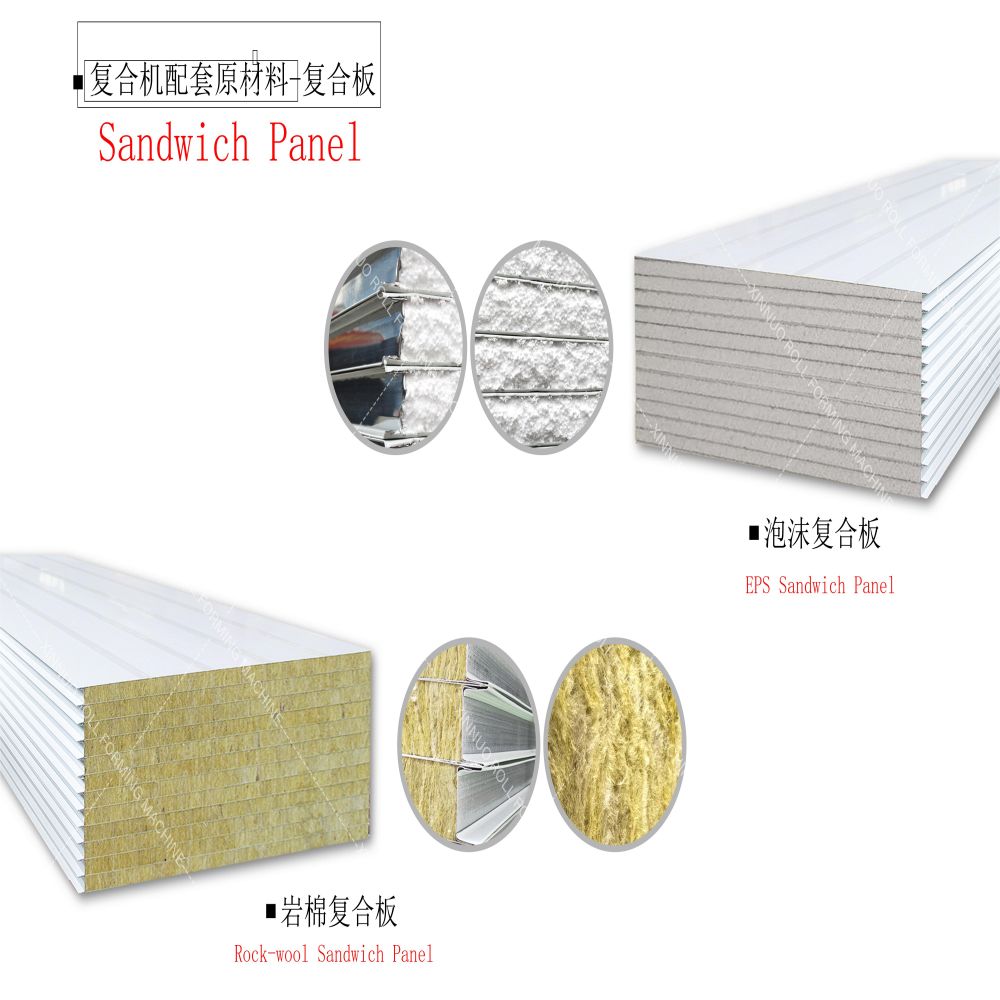
તે લાકડાના દરવાજા જેવો દેખાઈ શકે છે, પરંતુ તે ખરેખર એસએમસી સપાટીની સ્તરવાળી પ્રતિકૃતિ છે, જે એસેલની નવી એસએમસી મોલ્ડિંગ પ્રક્રિયાનો ઉપયોગ કરીને બનાવવામાં આવી છે. આ પ્રક્રિયા ઓછા દબાણવાળા વન-ટાઇમ મોલ્ડિંગ દ્વારા દરવાજા અને અન્ય બિલ્ડિંગ પેનલ્સ બનાવવા માટે ફિનોલિક ફોમ કોરનો ઉપયોગ કરે છે. સ્ત્રોત: એસેલ
આ છબી પ્રેસનું ઇન્સ્ટોલેશન બતાવે છે. ઉપર ડાબી બાજુએ દેખાતી ઊભી રેલની નોંધ કરો જે પાવડર કોટિંગ માટે PiMC રોબોટિક સ્પ્રે સિસ્ટમને સપોર્ટ કરે છે. સ્ત્રોત: Italpresse
SMC રેઝિન ફોમ કોરના ખુલ્લા કોષોમાં કેવી રીતે ઘૂસી જાય છે, તે ડિલેમિનેશનને રોકવા માટે યાંત્રિક ઇન્ટરલોક બનાવે છે તે દર્શાવે છે (લાકડાના ફ્રેમિંગ વિના) દબાયેલી પેનલનો ક્રોસ-સેક્શન. સ્ત્રોત: એસેલ
Acell પેનલ્સ અહીં બતાવ્યા પ્રમાણે માર્બલ પેટર્ન સહિત સેંકડો ફિનિશમાં ઉપલબ્ધ છે. સ્ત્રોત: એસેલ
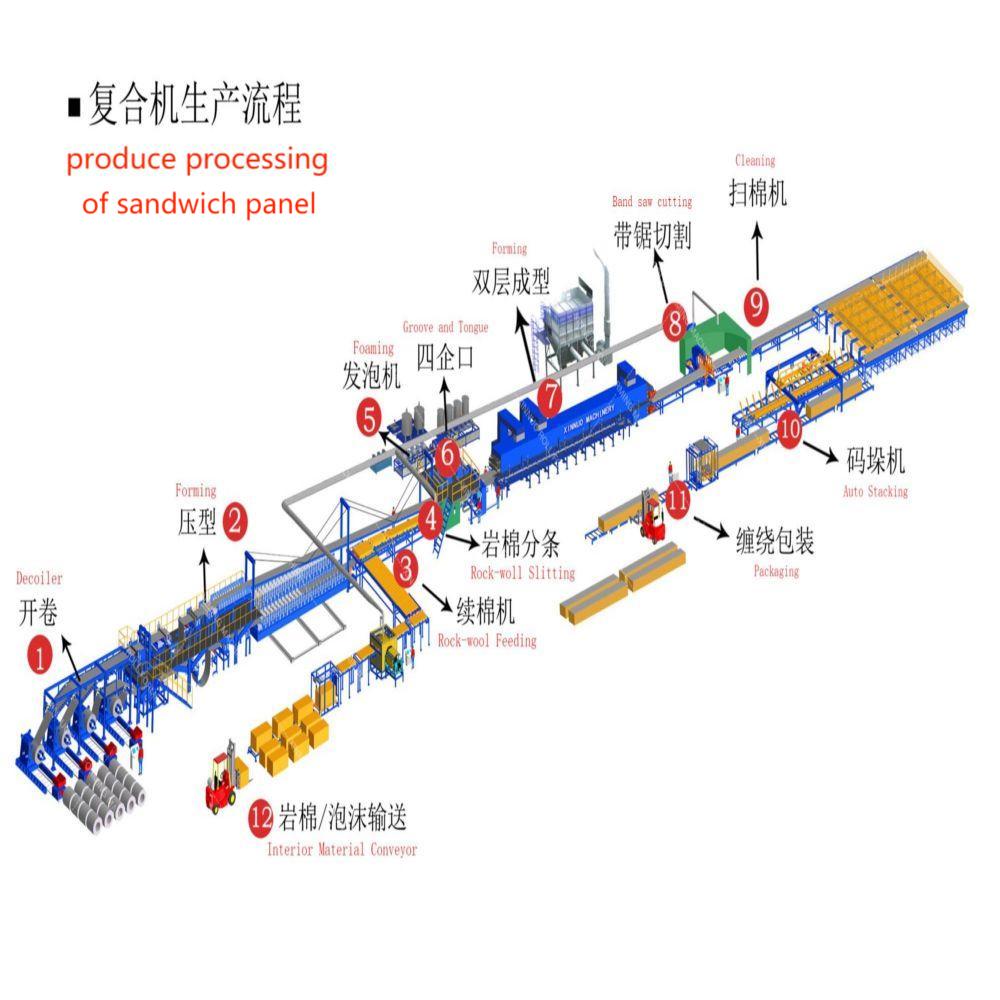
પગલું 1: કાસ્ટિંગ દરમિયાન, ઇચ્છિત સપાટીને ફરીથી બનાવવા માટે સંયુક્ત માસ્ટરનો ઉપયોગ કરીને નિકલ-પ્લેટેડ એલ્યુમિનિયમ મોલ્ડ પ્રથમ બનાવવામાં આવે છે. આ નીચેનો ચહેરો એક લાક્ષણિક ડોર પેનલ છે. સ્ત્રોત: એસેલ
પગલું 2: કાચથી ભરેલા મોલ્ડિંગ કમ્પાઉન્ડ (SMC) ની નકારાત્મક ટૂલ પર મૂકવામાં આવે છે; ઉત્પાદનના દૃશ્યમાં, સપાટીની સુસંગત ગુણવત્તા જાળવવા માટે સૌપ્રથમ મોલ્ડ પર સપાટીનો પડદો લાગુ કરવામાં આવે છે. સ્ત્રોત: એસેલ
પગલું 3: દરવાજાની પેનલમાં સામાન્ય રીતે લાકડાની ફ્રેમનો સમાવેશ થાય છે, જેનાથી તમે ફિનિશ્ડ દરવાજા અથવા પેનલમાં હાર્ડવેરના છિદ્રોને ડ્રિલ કરી શકો છો અને તેને તમારા ઇન્સ્ટોલેશનમાં ફિટ કરવા માટે કાપી શકો છો. સ્ત્રોત: એસેલ
પગલું 4: એસેલનું પેટન્ટ ફીનોલિક ફોમ (આવશ્યક રીતે આગ/ધુમાડો/વાયરસ) લાકડાની ફ્રેમમાં મૂકવામાં આવે છે. સ્ત્રોત: એસેલ
પગલું 5: સ્ટાયરોફોમ અને લાકડાની ફ્રેમ પર SMC ની ટોચની શીટ મૂકો અને SMC અને સ્ટાયરોફોમ સેન્ડવિચની અન્ય બાહ્ય ત્વચા બનાવો. સ્ત્રોત: એસેલ
સ્ટેપ 6: ફોર્મ સાથે ફિનિશ્ડ પેનલની સરખામણી કરો. નોંધ કરો કે છૂટક ફીણ તમને પેનલ્સના રૂપરેખાને પુનઃઉત્પાદિત કરવાની મંજૂરી આપે છે. સ્ત્રોત: એસેલ
"જો તમે તેને બનાવશો, તો તેઓ આવશે" એ હોલીવુડ કેચફ્રેઝ હોઈ શકે છે, પરંતુ તે કમ્પોઝીટ ઉદ્યોગ દ્વારા કેટલીકવાર રોજગારી આપવામાં આવતી ઉન્નતિ વ્યૂહરચનાનું પણ વર્ણન કરે છે - બજાર સમય સાથે વિકસિત થશે તેવી આશામાં આકર્ષક નવીનતાઓ રજૂ કરે છે. અનુકૂલન કરો અને તેને સ્વીકારો. એસેલની શીટ મોલ્ડિંગ કમ્પાઉન્ડ (SMC) ટેકનોલોજી આવી જ એક નવીનતા છે. 2008 માં વિશ્વભરમાં પેટન્ટ અને 2010 માં યુએસમાં રજૂ કરવામાં આવી, આ પ્રક્રિયા ઉચ્ચ પ્રદર્શન કસ્ટમ સેન્ડવીચ મોલ્ડિંગ માટે સામગ્રી અને પ્રક્રિયાનું સંયોજન પૂરું પાડે છે. પેનલ્સની મૂડી સાધનોની કિંમત પરંપરાગત કમ્પ્રેશન મોલ્ડિંગ કરતાં ઘણી ઓછી છે.
આ નવીનતાના શોધક ઇટાલિયન રાસાયણિક તકનીક જૂથ એસેલ (મિલાન, ઇટાલી) છે, જે 25 વર્ષથી આગ-પ્રતિરોધક બિલ્ડિંગ સ્ટ્રક્ચર્સ માટે અનન્ય ઓપન-સેલ ફિનોલિક ફોમ કોરનું ઉત્પાદન કરે છે. એસેલ તેના ફોમ ઉત્પાદનો માટે વ્યાપક બજાર શોધવા માંગે છે અને બિલ્ડિંગ માર્કેટ માટે દરવાજા અને અન્ય પેનલ ઉત્પાદનોને અસરકારક રીતે બનાવવા માટે SMC સાથે મળીને ફોમનો ઉપયોગ કરવાની પદ્ધતિ વિકસાવી છે. ટેકનિકલ પાર્ટનર Acell Italpresse SpA (Bagnatica, Italy and Punta Gorda, Florida) એ નિર્દિષ્ટ પરિમાણો અનુસાર સંયુક્ત પેનલના ઉત્પાદન માટે સંપૂર્ણ ઉત્પાદન લાઇન ડિઝાઇન અને બનાવી છે. Acellના ચીફ કોમર્શિયલ ઓફિસર માઈકલ ફ્રીએ જણાવ્યું હતું કે, "અમે વૈશ્વિક ઉપયોગ માટે પ્રક્રિયાઓ અને ઉત્પાદનો બનાવવાના અમારા બિઝનેસ મોડલમાં વિશ્વાસ કરીએ છીએ."
કદાચ તે સાચો છે. આનાથી ઉદ્યોગમાં ઘણો રસ પેદા થયો. હકીકતમાં, એશલેન્ડ પરફોર્મન્સ મટિરિયલ્સ (કોલંબસ, ઓહિયો) એ ઉત્તર અમેરિકામાં આ ટેક્નોલોજીને પ્રોત્સાહન આપવા માટે Acell સાથે વ્યૂહાત્મક જોડાણ કર્યું છે. એસેલ પ્રક્રિયાને અમેરિકન કમ્પોઝિટ મેન્યુફેક્ચરર્સ એસોસિએશન દ્વારા 2011 કમ્પોઝિટ એક્સેલન્સ એવોર્ડ (ACE) પણ એનાયત કરવામાં આવ્યો હતો. (ACMA, Arlington, Virginia) પ્રોસેસ ઈનોવેશન કેટેગરી.
નવી મોલ્ડિંગ પ્રક્રિયા એ સેન્ડવીચ પેનલ્સના સંશોધન અને વિકાસના મોટા પ્રમાણમાં સ્ફટિકીકરણ છે. ઇટાલપ્રેસ યુએસએના સીઓઓ ડેવ ઓર્ટમાયરે સમજાવ્યું હતું કે હાલની સંયુક્ત દરવાજાની ડિઝાઇન બહુ-પગલાની અને શ્રમ-સઘન પ્રક્રિયા દ્વારા બનાવવામાં આવે છે જેમાં આંતરિક ફ્રેમ બનાવવી, એસએમસી ત્વચાને લેમિનેટ કરવી, ઘટકોને એસેમ્બલ કરવું અને અંતે, પોલીયુરેથીન ફોમ અંદર રેડવામાં આવે છે. થર્મલ ઇન્સ્યુલેશન માટે. તેનાથી વિપરીત, એસેલની પ્રક્રિયા માત્ર એક પગલામાં અને નોંધપાત્ર રીતે ઓછા પ્રારંભિક ખર્ચે સમકક્ષ ડોર પેનલ બનાવે છે. "પરંપરાગત SMC ડોર સ્કીન મોલ્ડની કિંમત $300,000 સુધીની હોઈ શકે છે," ઓર્ટમાયરે જણાવ્યું હતું. "અમારી પ્રક્રિયા તમને એક જ વારમાં એક સમાપ્ત દરવાજો આપી શકે છે, સાધનોની કિંમત $20,000 થી $25,000 હશે."
સામગ્રી પ્રક્રિયામાં મુખ્ય ભૂમિકા ભજવે છે. મોટાભાગના ફિનોલિક ફીણથી વિપરીત, જે નરમ, બરડ અને નાજુક હોય છે (ફૂલોની ગોઠવણી માટે ઉપયોગમાં લેવાતા લીલા ફ્લોરિસ્ટ ફીણની જેમ), એસેલ ફોમ મજબૂત માળખાકીય ફીણ બનાવવા માટે માલિકીનાં ઘટકોનું મિશ્રણ છે. m3 (5 થી 50 lb/ft3). ફીણમાં થર્મલ ઇન્સ્યુલેશન ગુણધર્મો, અગ્નિ, ધુમાડો અને ઝેરી (FST) પ્રતિકાર અને ધ્વનિ-શોષક ગુણધર્મો છે. તે વિવિધ સેલ કદમાં પણ ઉપલબ્ધ છે, ફ્રી જણાવ્યું હતું. ડોર પેનલ્સમાં ઉપયોગમાં લેવાતા કાચથી ભરેલ SMC એસેલ દ્વારા બનાવવામાં આવે છે, એમ તેમણે જણાવ્યું હતું. કારણ કે SMC મોલ્ડિંગ દરમિયાન આઉટગેસ થવાની સંભાવના ધરાવે છે, ઓર્ટમેયર કહે છે, ફીણ શ્વાસ લઈ શકાય તેવી સામગ્રી તરીકે કાર્ય કરે છે, જેનાથી ગેસ છિદ્રોમાંથી મોલ્ડમાંથી બહાર નીકળી શકે છે.
જો કે, મુખ્ય મુદ્દો સુલભતા છે. ઓર્ટમેયરે જણાવ્યું હતું કે ભાગીદારો નાના પાયે ઉત્પાદકો અથવા ટૂંકી સૂચના પર બહુવિધ ઉત્પાદનોનું ઉત્પાદન કરતા લોકોને ખર્ચ-અસરકારક સાધનો પ્રદાન કરવાની આશા રાખે છે. સામાન્ય SMC કમ્પ્રેશન મોલ્ડિંગમાં, સાધનો મોટા અને મોંઘા હોય છે, તે કહે છે, માત્ર એટલા માટે જ નહીં કે ભાગો જથ્થાબંધ હોય છે, પણ એટલા માટે પણ કે તેમને ઘણા SMC "ચાર્જીસ" ની હિલચાલ અને પ્રવાહને કારણે થતા ઘસારાને સહન કરવો પડે છે. બીબામાં . આવશ્યકપણે ઉચ્ચ લાગુ દબાણ હેઠળ.
કારણ કે વધુ માળખાકીય એસેલ ફોમ દબાણ હેઠળ "બરડ" (વિકૃત) રહે છે, સામાન્ય દબાવવાનું દબાણ તેને સંપૂર્ણપણે કચડી નાખશે, તેથી મોલ્ડિંગ દબાણ પ્રમાણમાં ઓછું હોવું જોઈએ. તેથી, એસેલ પ્રક્રિયા માત્ર ત્વચા પર SMC ના પાતળા સ્તરનો ઉપયોગ કરે છે. તે બાજુમાં ખસેડતું નથી અથવા વહેતું નથી, તેથી ટૂલની સપાટી પર પહેરવાનું જોખમ નથી. વાસ્તવમાં, SMC રેઝિન માત્ર z-દિશામાં જ વહે છે - પ્રક્રિયા SMC મેટ્રિક્સને લિક્વિફાઇ કરવા માટે બીબામાં પૂરતી ગરમી પૂરી પાડવા માટે ડિઝાઇન કરવામાં આવી છે, જેના કારણે કેટલાક રેઝિન બાજુના ફોમ કોશિકાઓમાં ઘૂસી જાય છે કારણ કે તે દબાણ હેઠળ સહેજ ક્ષીણ થઈ જાય છે.
"મોલ્ડિંગ ચક્ર દરમિયાન, SMC શેલ આવશ્યકપણે યાંત્રિક રીતે અને રાસાયણિક રીતે ફીણમાં નિશ્ચિત હોય છે," ફ્રે સમજાવે છે, અને દાવો કરે છે કે "શેલ ડિલેમિનેશન અશક્ય છે." અન્ય ખૂબ મજબૂત સાધન. જરૂરી સપાટીની વિગતો સાથે બે પાતળા કાસ્ટ ઇન્સર્ટ (ટોચ અને નીચે) ની કિંમત સ્ટીલ અથવા મશીન કરેલ એલ્યુમિનિયમ SMC ટૂલ બનાવવા માટે જરૂરી ખર્ચનો માત્ર એક અંશ છે. ભાગીદારો કહે છે કે પરિણામ એ એક સસ્તું પ્રક્રિયા છે જે મૂડીના નજીવા ખર્ચે વિશાળ શ્રેણીના વ્યવહારો ઓફર કરે છે.
જો કે, પોષણક્ષમતા અને પોષણક્ષમતા અનુકૂલનક્ષમતાને નકારી શકતા નથી. સંખ્યાબંધ પરીક્ષણો હાથ ધરવામાં આવ્યા હતા જેમાં લેમિનેટમાં વણાયેલી સામગ્રીનો સમાવેશ કરવામાં આવ્યો હતો. તેઓ ફક્ત મધ્યવર્તી સ્તરમાં બાંધવામાં આવે છે, પેનલ્સની બેન્ડિંગ તાકાતમાં વધારો કરે છે. ફ્રી અનુસાર, વણાયેલા એરામિડ કાપડ, મેટલ હનીકોમ્બ્સ અને પલ્ટ્રુડેડ ઇન્સર્ટને પણ સેન્ડવીચ પેનલમાં એકીકૃત કરી શકાય છે અને વધારાના બ્લાસ્ટ પ્રતિકાર, ચોરીથી રક્ષણ અને વધુ માટે પ્રક્રિયા દરમિયાન દબાવી શકાય છે. "અમે ઇચ્છીએ છીએ કે ઉત્પાદકો સમજે કે આ પ્રક્રિયા ખૂબ જ લવચીક અને સ્વીકાર્ય છે," તેમણે સમજાવ્યું. "તે ગ્લુઇંગ અથવા ફાસ્ટનિંગ જેવી વધારાની પ્રક્રિયા વિના ઓછા ખર્ચે કસ્ટમ-મેઇડ જાડા અથવા પાતળા પેનલ્સનું ઉત્પાદન કરી શકે છે."
ખાસ કરીને એસેલ માટે ઇટાલપ્રેસ દ્વારા ડિઝાઇન કરાયેલ પ્રોસેસ પ્લાન્ટમાં પેનલ્સ માટે મોલ્ડ મૂકવા માટે ગરમ પ્લેટો સાથે 120 ટનના ડાઉનસ્ટ્રોક પ્રેસનો સમાવેશ થાય છે. નીચેની પ્લેટ આપમેળે પ્રેસની અંદર અને બહાર જવા માટે ડિઝાઇન કરવામાં આવી છે, અને ઓર્ટમીયર કહે છે કે લેઅપનો ઉપયોગ કરીને એક બીબામાં જ્યારે બીજી પ્રેસમાં હોય ત્યારે મશીનની વિરુદ્ધ બાજુએ બીજી ગરમ તળિયાની પ્લેટ ઉમેરવાનું શક્ય છે. સ્ટેશન સુશોભિત દરવાજા જેવા "સ્ટાન્ડર્ડ" એપ્લિકેશન માટે સ્લેબ 2.6m/8.5ft x 1.3m/4.2ft છે, પરંતુ સ્લેબ ચોક્કસ પ્રોજેક્ટ્સને અનુરૂપ બનાવી શકાય છે. એ નોંધવું યોગ્ય છે કે એસેલ પ્રક્રિયાને મેચ કરવા માટે હાલના પ્રેસ સેટઅપને સંશોધિત કરવાનું પણ શક્ય છે, જો કે ઓવરકોમ્પ્રેશન ટાળવા માટે દબાણને નિયંત્રિત કરી શકાય છે (ડાઇ સ્ટોપ્સ દ્વારા).
દરેક પેનલ પ્રોજેક્ટ માટે મોલ્ડ વ્યક્તિગત રીતે બનાવવામાં આવે છે અને પરંપરાગત કાસ્ટિંગ પદ્ધતિઓ દ્વારા બનાવી શકાય છે. લાકડું અથવા પથ્થર જેવી કુદરતી સામગ્રીની નકલ કરતી હાઇ ડેફિનેશન મોલ્ડ સપાટી મેળવવા માટે, ફાઇબરગ્લાસ/પોલિએસ્ટર પેનલ્સ ઉપરના અને નીચેના ટૂલ્સ માટે માસ્ટર પેટર્ન બનાવવા માટે પસંદગીની સામગ્રી પર સીધી નાખવામાં આવે છે. બે માસ્ટર મોડલ ફાઉન્ડ્રીમાં મોકલવામાં આવે છે, જ્યાં ટૂલ્સ એલ્યુમિનિયમ-નિકલ એલોયમાં નાખવામાં આવે છે. પ્રમાણમાં પાતળું સાધન ઝડપથી ગરમ થાય છે અને જ્યારે નિષ્ક્રિય હોય ત્યારે તેને બે ઓપરેટરો દ્વારા ઉપાડવામાં અને ખસેડી શકાય છે. અન્ય ટૂલ વિકલ્પો ઉપલબ્ધ છે, પરંતુ કાસ્ટિંગ તકનીકો વાજબી કિંમતે સાધનોનું ઉત્પાદન કરે છે અને સામાન્ય રીતે 0.75″ થી 1″ (20 થી 25 મીમી) જાડા હોય છે.
ઉત્પાદન દરમિયાન, પેનલની ઇચ્છિત સપાટીની પૂર્ણાહુતિ અનુસાર ઘાટ તૈયાર કરવામાં આવે છે. વિવિધ પ્રકારના મોલ્ડિંગ કોટિંગ્સ અને ફિનિશ ઉપલબ્ધ છે, મફતમાં સમજાવવામાં આવ્યું છે, જેમાં મોલ્ડિંગ પાવડર કોટિંગ (PiMC), વ્યાપકપણે ઉપયોગમાં લેવાતા છંટકાવ કરી શકાય તેવા રંગદ્રવ્ય પાવડર છે જે યુવી અને સ્ક્રેચ પ્રતિરોધક કોટિંગ બનાવવા માટે એસએમસી સાથે પીગળે છે અને પ્રતિક્રિયા આપે છે. પેનલ સપાટી રંગ. અન્ય વિકલ્પોમાં પથ્થરનું અનુકરણ કરવા માટે ઘાટ પર રંગીન અથવા કુદરતી રેતી રેડવાની અથવા છાપેલ પડદો લગાવવાનો સમાવેશ થાય છે જે ટેક્સચર અને પેટર્ન ઉમેરી શકે છે. આગળ, સપાટીના ફિલામેન્ટને ઘાટ પર નાખવામાં આવે છે, પછી કાચથી ભરેલા એસએમસીના સ્તરને જાળીના આકારમાં કાપવામાં આવે છે અને તૈયાર ઘાટ પર સપાટ નાખવામાં આવે છે.
1″/26mm જાડા એસેલ ફોમનો ટુકડો (જેને જાળીદાર આકારમાં પણ કાપવામાં આવે છે) SMCની ટોચ પર મૂકવામાં આવ્યો હતો. SMC નું બીજું સ્તર ફોમ પર બીજી ફિલ્મ સાથે લાગુ કરવામાં આવે છે જેથી ભાગોને છૂટા કરવામાં સરળતા રહે અને SMC દ્વારા ઉત્સર્જિત થતી અસ્થિરતાઓ માટે નળી પૂરી પાડવામાં આવે. તળિયે ડાઇ, જે ગરમ પ્લેટની ટોચ પર મૂકવામાં આવે છે, તે પછી યાંત્રિક રીતે અથવા મેન્યુઅલી પ્રેસમાં ખવડાવવામાં આવે છે જ્યાં પ્રક્રિયા તાપમાન 130°C થી 150°C (266°F થી 302°F) સુધી પહોંચે છે. મોલ્ડ વચ્ચે હવાનું નાનું અંતર છોડીને ટોચના મોલ્ડને સ્ટેક પર નીચે કરો અને 5 kg/cm2 (71 psi) ના બળ સાથે મધ્યવર્તી સ્તરને લગભગ પાંચ મિનિટ સુધી દબાવો જેથી પગલું 6 ની જેમ નક્કર પેનલ બનાવવામાં આવે. સ્ટેમ્પિંગ ચક્ર, માળા બહાર સરકી જાય છે અને ભાગ દૂર કરવામાં આવે છે.
સામાન્ય ડોર પેનલ બનાવવા માટે, ટુકડાની ધારની આસપાસ સેન્ડવીચ લાકડાની ફ્રેમ ઉમેરીને અને ફ્રેમની અંદર ફીણ સ્થાપિત કરીને પ્રક્રિયામાં ફેરફાર કરવામાં આવ્યો હતો. કિનારીવાળા લાકડું દરવાજાને ચોક્કસ પરિમાણોમાં કાપવા દે છે અને માઉન્ટિંગ હિન્જ્સ અને ફિટિંગ્સ સરળતાથી ઇન્સ્ટોલ કરી શકાય છે, ફ્રિશ સમજાવે છે.
જ્યારે મોટાભાગના પરંપરાગત સંયુક્ત દરવાજા હવે એશિયામાં બનાવવામાં આવે છે, ઓર્ટમેયર કહે છે કે Acell પ્રક્રિયા "તેની ઓછી કિંમતને કારણે જમીન પર 'સ્થાનિક' ઉત્પાદનની મંજૂરી આપે છે. તે વાજબી મૂડી ખર્ચે ઉત્પાદન નોકરીઓ બનાવવાનો એક માર્ગ છે. હાલમાં યુરોપમાં દરવાજા અને અન્ય પેનલ પ્રોડક્ટ્સ બનાવવા માટે Acell પ્રક્રિયાનો ઉપયોગ કરીને સાત લાઇસન્સધારકો છે, અને 2011માં ACMA એવોર્ડ મેળવ્યા બાદ યુએસમાં રસ ઝડપથી વધ્યો છે, ફ્રી કહે છે, જેઓ આઉટડોર બિલ્ડિંગ ઘટકોમાં વધુ જોવાની આશા રાખે છે. ઘણીવાર ઉપયોગ થાય છે, ઉદાહરણ તરીકે, ક્લેડીંગ પેનલ્સ તરીકે (ફોટો જુઓ), આ પ્રક્રિયા થર્મલ ઇન્સ્યુલેશન, યુવી પ્રતિકાર અને અસર પ્રતિકારની દ્રષ્ટિએ ઉત્તમ છે.
અન્ય ફાયદો એ છે કે એસેલ પેનલ્સ 100% રિસાયકલ કરી શકાય તેવી છે: રિસાયકલ કરેલ સામગ્રીનો 20% સુધી ફોમ ઉત્પાદનમાં પુનઃઉપયોગ થાય છે. ફ્રીએ કહ્યું, “અમે આર્થિક અને ગ્રીન એસએમસી મોલ્ડિંગ પ્રક્રિયા બનાવી છે. માઈક વોલેનહોર્સ્ટે જણાવ્યું હતું કે એશલેન્ડ સાથેના વ્યૂહાત્મક જોડાણથી ટેક્નોલોજીને વધુ વ્યાપકપણે જાણીતી બનાવવાની અપેક્ષા છે. એશલેન્ડ ખાતે પ્રોડક્ટ મેનેજમેન્ટ ડિરેક્ટર. "તે ટેકનોલોજીનો પ્રભાવશાળી ભાગ છે જે વિશાળ પ્રેક્ષકોને પાત્ર છે."
યુએસ ઈન્ફ્રાસ્ટ્રક્ચરમાં મોટાપાયે રોકાણ કરવા તૈયાર દેખાય છે. શું કમ્પોઝિટ ઉદ્યોગ આને સંભાળી શકે છે?
અગ્નિ પ્રતિરોધક સંયુક્ત પેનલ્સ દુબઈમાં અગ્રણી ઇમારતોને માળખું, હવાચુસ્તતા અને પ્રતિકાત્મક રવેશ પ્રદાન કરે છે.
મોડ્યુલર બિલ્ડિંગ કન્સેપ્ટે સંયુક્ત બિલ્ડિંગને એક પગલું આગળ લઈ લીધું છે, જે તમામ પ્રકારના બિલ્ડરો માટે પરવડે તેવા હાઉસિંગ સોલ્યુશન્સની વિશાળ શ્રેણી ઓફર કરે છે.
પોસ્ટ સમય: સપ્ટેમ્બર-01-2023